

ВВЕДЕНИЕ
Чтобы контролировать качество хлебобулочных изделий, используют разные методы: органолептические, физико-химические и микробиологические. Это позволяет выпускать продукцию, которая соответствует требованиям технической документации [1].
Расчёт надёжности имеет большое значение в различных отраслях промышленности, поскольку он позволяет обеспечить безопасность и эффективность работы оборудования, систем и персонала, в том числе в хлебобулочной промышленности [2].
Качество готовой продукции должно удовлетворять требованиям соответствующих нормативных и технических документов и положению о балловой оценке. По ГОСТ 5667-2022 хлебобулочные изделия принимают партиями [3, 4].
Для контроля органолептических показателей и физико-химических показателей составляют представительную выборку способом «россыпью», после чего производят из неё отбор образцов методом «вслепую» в соответствии с ГОСТ Р 50779.12-2021.
1 ОПРЕДЕЛЕНИЕ КАЧЕСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ
Органолептические показатели определяют после остывания хлебобулочных изделий по ГОСТ 5667-2022, их контролируют посредством органов чувств (обоняния, осязания, зрения).
В соответствии с требованиями нормативных и технических документов основными физико-химическими показателями качества хлебобулочных изделий являются: влажность мякиша, кислотность, пористость, массовые доли жира и сахара, а для витаминизированных изделий – массовая доля витаминов В1, В2 и РР.
От показателя влажности хлебобулочного изделия зависит его физиологическая ценность и результаты технико-экономических показателей работы хлебопекарных предприятий. Определение влажности проводится по ГОСТ 21094-2022 [5, 6].
Показатель кислотности характеризует качество хлебобулочных изделий с вкусовой и гигиенической стороны. Определение кислотности хлебобулочных изделий проводится по ГОСТ 5670-96 [7, 8].
Под пористостью понимают отношение объема пор мякиша к общему объему хлебного мякиша, выраженное в процентах. Определение пористости проводят по ГОСТ 5669-96 [9].
Определение массовой доли сахара по ГОСТ 5672-2022 может осуществляется тремя методами: перманганатным, горячего титрования, ускоренным йодометрическим [10].
По ГОСТ 5668-2022 предусматривается три метода для определения массовой доли жира в хлебобулочных изделиях: экстракционный с предварительным гидролизом навески (арбитражный), бутирометрический (ускоренный), рефрактометрический (ускоренный) [11].
Количество поваренной соли, добавляемой при приготовлении хлебобулочных изделий, оказывает значительное влияние на технологический процесс, а также качество готовой продукции. Определение содержания соли в хлебобулочных изделиях по ГОСТ 5698-2022 производится двумя методами: аргентометрическим и меркурометрическим.
Определение массовой доли белковых веществ, углеводов, йода и сорбита в хлебобулочных изделиях осуществляют по ГОСТ 25832-89 [12].
2 РАСЧЁТ НАДЁЖНОСТИ
Рассчитаем надежность системы определения основных физико-химических показателей качества хлебобулочных изделий, а именно: влажность мякиша, кислотность, пористость, массовая доля жира и массовая доля сахара [13].
Для этого составим логическую схему системы, представленную на Рисунке 1.
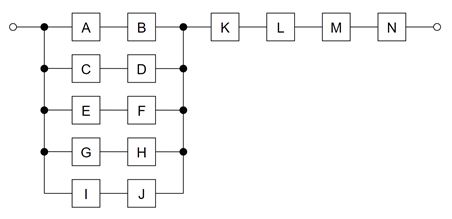
Рисунок 1 – Логическая схема системы автоматического регулирования
В схеме: А – этап определения влажности мякиша; В – линия связи 1; С – этап определения кислотности; D – линия связи 2; E – этап определения пористости; F – линия связи 3, G – этап определения массовой доли жира; H – линия связи 4; I – этап определения массовой доли сахара; J – линия связи 5; K – блок коммутатора; L – линия связи 6; M – контроллер; N – канал выдачи данных в систему формирования удостоверения качества и безопасности.
2.1 Расчёт показателей надёжности
В Таблице 1 приведены показатели интенсивности отказов элементов, входящих в состав системы.
Таблица 1 – Интенсивность отказов элементов
|
Обозначение |
Элемент |
Значение интенсивности отказов, ч-1 |
|
A |
Этап определения влажности мякиша |
1,92*10-6 |
|
C |
Этап определения кислотности |
0,21*10-6 |
|
E |
Этап определения пористости |
3,8*10-6 |
|
G |
Этап определения массовой доли жира |
4,1*10-6 |
|
I |
Этап определения массовой доли сахара |
4,3*10-6 |
|
K |
Блок коммутатора |
7,6*10-6 |
|
M |
Контроллер |
0,61*10-6 |
|
N |
Канал выдачи данных в систему формирования удостоверения качества и безопасности |
0,23*10-6 |
|
B, D, F, H, J, L |
Линии связи 1-6 |
1,7*10-6 |
Примем следующие допущения при построении математической модели надежности системы:
1. Элементы прошли период приработки;
2. Справедлив экспоненциальный закон распределения;
3. Отказы элементов независимы.
Согласно составленной схеме, вероятность безотказной работы системы будет выражаться формулой:

Интенсивность отказов данной системы находится по формуле:
Для вычислений воспользуемся программой «Matlab». На Рисунке 2 представлен код для вычисления интенсивности отказов и построения её графика.
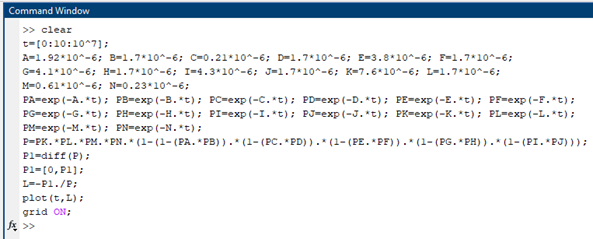
Рисунок 2 – Код вычислений в программе Matlab
На Рисунке 3 представлен график интенсивности отказов системы во времени.
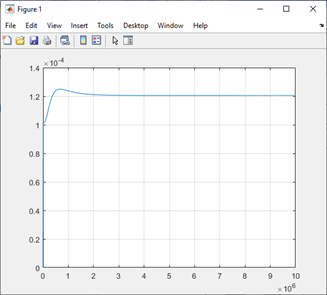
Рисунок 3 – График интенсивности отказов системы во времени
2.2 Повышение надежности системы
К способам повышения надежности систем относят:
1. Увеличение надежности отдельных элементов (замена приборов, линий связи, а также использование устройств с более высокими характеристиками надежности);
2. Упрощение системы при проектировании;
3. Резервирование элементов системы;
4. Систематический контроль и обслуживание системы;
5. Обучение персонала процессам на программах-тренажёрах [14, 15].
Для рассматриваемой системы введем резервирование каждого элемента системы. Схема системы с резервированием приведена на Рисунке 4.
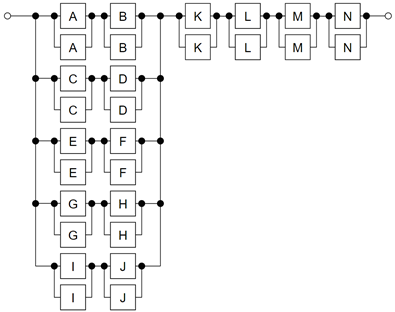
Рисунок 4 – Логическая схема системы с резервированием
Вероятность безотказной работы на каждом из участков будет равна:

где i – соответствующий участок.
Тогда вероятность безотказной работы зарезервированной системы будет находиться по формуле:

Интенсивность отказов данной системы находится по формуле:
Код вычисления интенсивности отказов и построения её графика для системы с резервированием в программе Matlab представлен на Рисунке 5.
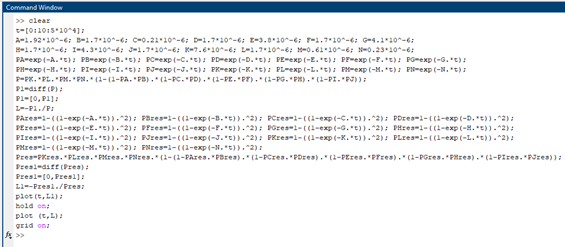
Рисунок 5 – Код вычисления интенсивности отказов системы с резервированием
Графики интенсивности отказов системы с резервированием и без резервирования представлены на Рисунке 6.
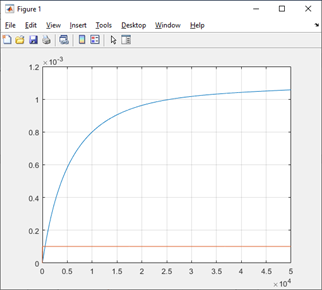
Рисунок 6 – Графики интенсивностей отказов системы с резервированием и без резервирования
Рассчитаем отношение интенсивности отказов системы до резервирования к интенсивности отказов системы после резервирования, результат представим в Таблице 2:
Таблица 2 – Отношение интенсивностей
|
t, 104 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
10-4 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
1,01 |
|
10-4 |
5,7 |
8,01 |
9,05 |
9,6 |
9,9 |
10,1 |
10,3 |
10,4 |
10,5 |
10,5 |
|
|
5,64 |
7,93 |
8,96 |
9,50 |
9,80 |
10,00 |
10,20 |
10,30 |
10,40 |
10,40 |



Таким образом, из данных Таблицы 2 видно, что интенсивность отказов повысилась, это связано с тем, что моделирование было произведено для системы, в которой и основные и резервные элементы работают совместно. Из-за сильно увеличенного числа работающих одновременно элементов по сравнению с нерезервированной системой, интенсивность отказов увеличилась. По Рисункам 3 и 6 можно наблюдать, что время выхода на установившийся режим у резервированной системы сильно уменьшилось по сравнению с нерезервированной.
ЗАКЛЮЧЕНИЕ
В результате выполнения работы был проведён проектный расчёт надёжности определения основных физико-химических качеств хлебобулочных изделий на производстве.
В ходе работы было установлено, что при резервировании из-за увеличения числа одновременно работающих элементов по сравнению с нерезервированной системой интенсивность отказов возросла. При этом время выхода на установившийся режим у резервированной системы значительно сократилось по сравнению с системой без резервирования. Это может свидетельствовать о повышении надёжности производства за счёт использования резервированной системы.
При разработке реальной системы стоит оснастить каждый элемент системы средством контроля функционирования и запускать резервный элемент лишь при выходе из строя основного, это снизит количество одновременно работающих устройств, что не будет повышать интенсивность отказов всей системы, в то же время наличие резервных устройств обеспечит её высокую надёжность.
Таким образом, результаты исследования подтверждают важность проведения проектного расчёта надёжности при определении физико-химических качеств продукции на производстве. Использование резервированных систем может способствовать повышению эффективности и надёжности производственных процессов.
Дальнейшие исследования в этой области могут включать более глубокий анализ существующих методов, а также разработку новых подходов, которые будут учитывать специфику производства и требования к качеству продукции. Это позволит создать более надёжную систему контроля качества хлебобулочных изделий и обеспечить высокий уровень удовлетворённости потребителей.