

Введение
Основными способами получения металлических деталей машин, приборов и различных изделий являются литье в формы, обработка давлением (прокат, ковкой, штамповкой) и обработкой резаньем. Рассматривая процесс резанья металлов, задача которого заключается в снятии с заготовки заданного слоя металла для получения необходимой формы и размеров, можно утверждать, что он оказывает решающее влияние на темпы развития машиностроения. [1]
Резанье металлов сложнейший процесс, который протекает при высоких скоростях, температурах и давлении. Слой металла, снимаемый режущим инструментом, подвергается упругим и пластическим деформациям. Все эти факторы оказывают разрушение снимаемого слоя, трением, большой усадкой стружки, нароста на режущем инструменте. [4]
В настоящее время повышение конкурентоспособности производства трудно представить без внедрения и использования современных технологий, оборудования, режущего инструмента. Одним из способов увеличения эффективности резанием считается переход с напайного режущего инструмента на сборный с креплением сменных многогранных пластин. Применение износостойких покрытий также поистине считается эффективным методом повышение работоспособности режущего инструмента. Непрерывно повышаются требования к производительности и качеству обработки, тем самым побуждая к развитию и реализации новых способов улучшающих стойкость и работоспособность режущего инструмента.
В машиностроении идет постоянное усложнение конструкций, увеличение номенклатуры и уменьшение сроков изготовления, и затрат на изготовление деталей. Для уменьшения изнашивания режущего инструмента разрабатывались различные методы и способы по повышению стойкости режущего инструмента. Рассмотрим уже существующие способы.
Одним из способов повышения износостойкости является термическая обработка, которая позволяет изменять физико-механические свойства материала и его структуру. Данный метод способствует получению оптимальной износостойкости материала. Обычно проводят объемную или поверхностную термическую обработку в зависимости от видов сопрягаемых поверхностей.
Рассмотрим процесс ионного азотирования для термической обработки. Установка представлена на (рис.1). Сущность процесса основывается на том, что после герметизации камеры происходит откачка воздуха, до определенного давления от 2…4 Па. Далее к инструментам (катоду) и к камере (аноду) подается плавно нарастающее напряжение до отметки около 1000 В. Происходит ионизация газовой среды. Ионы газа очищают инструмент, подготавливая его к азотированию. Инструмент нагревают до определенной температуры, наблюдается падение напряжения, а плотность тока остается почти постоянной, что позволяет осуществить равномерный нагрев и большую часть инструмента насытить легирующими элементами.
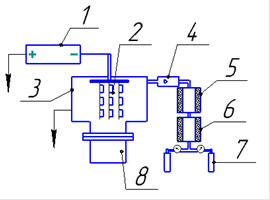
Рис. 1. Принципиальная схема установки для ионного азотирования:
1 – Источник питания; 2-навеска заготовками; 3-вакуумная камера; 4-ротаметр; 5и 6 – фильтры; 7-баллоны с газом; 8-форвакуумный насос
Рассмотрим способ упрочнения режущего инструмента магнитной обработкой. Суть метода заключается в том, что, проходя через материал инструмента подверженный фазовым и структурным превращениям, магнитное поле в первую очередь действует на элементы структуры со скоплениями точечных дефектов и примесных атомов. Происходит перестройка дислокационной структуры и возникают структурные изменения, что в итоге повлечет дисперсионное твердение и упрочнение. [2]
Для обработки инструмента используется установка для электроискрового легирования «Элитрон-21М». Установка позволяет производить раздельное формирования качества и толщины покрытия. Металл наносится по всех рабочей поверхности инструмента, благодаря чистовому высокочастотному режиму с применением графитовых электродов. При достижении заданной толщины проводится шлифование и чистовое легирование.
Следующий этап – упрочнение режущей кромки. Используется чистовой режим с частотой не более 1500Гц. Благодаря такому методу уменьшается время обработки, увеличивается продолжительность работы режущего инструмента, вследствие эффекта самозатачивания. Проводится заточка алмазными дисками после обработки инструмента, что обеспечивает необходимую остроту режущей кромке. [7]
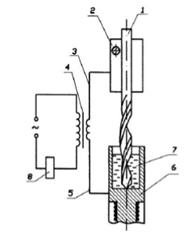
Рис. 2. Метод электроискрового легирования
1-инструмент; 2-зажим; 3,5-шины;4-трансформатор; 6-емкость; 7-расплавленный металл; 8- аппаратура подачи импульсов.
Рассмотрим способ повышения износостойкости инструмента описанный в патенте №2186670 РФ. Данное изобретение относится к металлообрабатывающей промышленности, которое служит для повышения износостойкости режущего инструмента. Задача состоит в обеспечении в зоне износа инструмента оптимальной совокупности механических характеристик. Суть метода заключается в формировании магнитострикционных напряжений сжатия с помощью магнитного поля. Напряженность магнитного поля устанавливают выше магнитного насыщения материала. Вектор магнитострикционных напряжений сжатия направлен нормально к плоскости распространения трещин, которые соответствуют, какому либо виду деформации режущей части инструмента. Действие магнитного поля действует непрерывно. Благодаря данному методу износостойкость режущего инструмента при обеспечении необходимого уровня магнитострикционных напряжений сжатия увеличивается в среднем на 15-25%. [8]
В авторском свидетельстве № 1614519 говорится о новом способе износостойкого покрытия инструмента, основу которого составляет нитрид титана. Для того чтобы повысить стойкость инструмента по объему нитрида титана равномерно распределены дополнительные компоненты железа, никеля, хрома. Данные компоненты используются в следующем соотношении мас.%: железо 4-20, никель 0,5-3, хром 1-5. [5]
Кабалдин Ю.Г. предложил следующий способ обработки инструмента из твердых сплавов, в основе которого заложен кобальт и карбид вольфрама. Суть метода включает в себя азотирование и нанесение покрытия (методом конденсационно-ионной бомбардировки) из нитрида тугоплавкого металла. Отличие состоит в том, что с целью повышения эксплуатационной стойкости инструмента, после азотирования осуществляют виброабразивную обработку. После этих мероприятий методом конденсационно-ионной бомбардировки наносят слой молибдена. [6]
Из вышеперечисленного можно сказать, что многие авторы предлагают способы повышения износостойкости режущего инструмента либо с помощью создания новых видов инструмента, либо с помощью нанесение на инструмент покрытия. С помощью нанесения покрытий можно не только повысить износостойкость инструмента, но и восстановить его геометрические размеры. Чтобы более грамотно подойти к вопросу о способе повышения стойкости и работоспособности инструмента, необходимо изучить вопрос о силах резанья и о влияниях на них различных факторов.
Силы резанья определяют нагрузку системы СПИД (станок-приспособление-инструмент-деталь), но и также стойкость режущего инструмента, температуру резанья, производительность и точность обработки. Покажем влияние отдельных геометрических параметров резца и для удобства сопоставим его с режущим клином (рис.3).
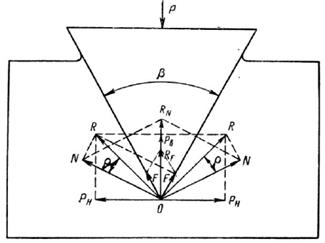
Рис. 3. Силы, действующие на режущий клин
Под действием силы, направленной вдоль оси клина, Р последней внедряется в металл. Разделение металла, происходит, когда давление на клин превысит по величине силы трения материала о грани клина и силы сцепления частиц материала. Проведя некоторые вычисления [4 c 109] можно говорить о том, что сила Р ,приложенная к клину, должна препятствовать сопротивление материала упругой и пластической деформациям; трение материала и сопротивление материала разделению. При обработке металлов силы резанья затрачиваются на деформации (упругие и пластические) и на силы трения, на передней и задней поверхностях резца. Сила резанья постепенно начинает расти по мере внедрения резца в материал; этому способствует увеличение упругой деформации. [4]
Рассмотрим различные влияния на силы резанья. Первым фактором влияния на силы резанья служит геометрия резца. Так как геометрия обширный фактор, то его делят на основные пункты. Влияние угла резанья. Известна закономерность, что с увеличением угла резанья δ (значит, уменьшается передний угол γ) увеличивается давление стружки на резец. А.Н. Челюсткин на основании свих исследований пришел к выводу: в пределах значений δ = 60°-90° сила резанья  прямо пропорциональна углу резанья δ. [4 c 139].
прямо пропорциональна углу резанья δ. [4 c 139].
Влияние угла наклона режущей кромки λ на силы резанья. Обратим внимание на (рис.4) на котором изображены графики изменения составляющих сил резанья с изменением угла наклона режущей кромки λ. На изображении видно, что сила растет только при больших углах λ > 10° (рис. 4а). Радиальная сила  увеличивается (рис. 4б), а сила подачи
увеличивается (рис. 4б), а сила подачи  уменьшается (рис.4в) с увеличением λ.
уменьшается (рис.4в) с увеличением λ.
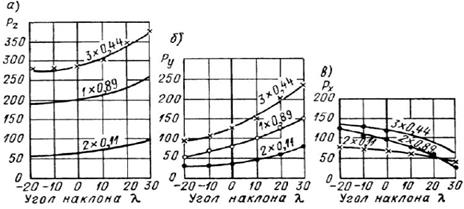
Рис.4. Влияние угла наклона режущей кромки λ на силы , ,
Существует факторы влияния отличные от геометрических. Рассмотрим некоторые из них, одним из которых это влияние скорости на силы резанья. Этот вопрос еще окончательно не разрешен. Но можем сказать уже сейчас, что с возрастанием скорости резанья повышается температура резанья, тем самым идет изменение нагрузки на инструмент, которая способствует изменению угла резанья из-за образования нароста на режущей кромке и силы трения в процессе резанья. На практике может наблюдаться колебания нагрузок на резец при умеренных скоростях резанья. Если увеличивать скорость резанья, то значительно поднимается температура. Обратимся к (рис. 5) на котором видно, что уменьшается трение между стружкой и резцом. Следовательно при скоростях когда температура в зоне резанья 400-500 С°, снижается сила резанья.
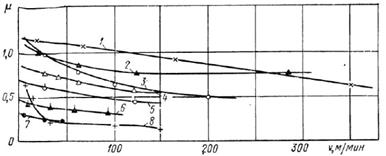
Рис.5 Влияние скорости резания на средний коэффициент трения при обработке различных материалов
1- железо Армко, резец Т15К6; 2- медь, резец Р9; 3- сталь У12, резец Т15К6; 4- бронзы Бр. Б2, НВ 110; 5 – бронзы Бр.2 НВ 200; 6- бронзы Бр. Б-2, НВ320; 7- кадмий, резец Р9; 8- титановый сплав ВТ1, резец ВК4
Одновременно с увеличением скорости резанья возрастают два процесса: упрочнение (наклеп) из-за увеличения скорости деформирования и разупрочнение (отдых) вследствие действия теплоты. В зависимости от интенсивности этих процессов может получаться различный эффект.
Влияние трения на процесс резанья достаточно весомо. По некоторым данным известно, что на трение стружки по передней поверхности резца затрачивается около 35% работы, а по задней 5-15%. О существенном влиянии смазочно-охлаждающих средств на силы резанья говорит тот факт, что при обильном охлаждении инструмента нагрузка понижалась на 30%. Большое внимание уделяется выбору смазочно-охлаждающей среды и технике смазки. Правильно сделанный выбор позволяет не только сократить расход энергии, но и предохраняет инструмент от преждевременного затупления и улучшают качество обработанной поверхности. С использованием СОЖ сила резанья уменьшается тем заметнее, чем пластичнее обрабатываемый материал, так как прогрессирует относительная величина силы трения стружки по резцу, следовательно, действие СОЖ будет выше.
Отметим основное качество режущего инструмента – это его стойкость. Под стойкостью понимается способность сохранять режущую кромку острой в течении времени работы. Основное влияние на стойкость инструмента могут оказывать физико-химический эффект, или механическое истирание рабочих граней инструмента. Исходя из этого различают три основных вида износа.
1. Абразивно-механический износ это царапание инструмента твердыми частицами стружки и особенно частицами твердого нароста, карбидными или другими включениями, имеющимися в обрабатываемом металле.
2. Адгезионный износ это схватывание контактных поверхностей стружки и резцы вследствие вырывание частиц на передней поверхности инструмента.
3. Диффузионный износ происходит при больших скоростях резанья и температурах. Происходит растворение материала инструмента в обрабатываемом материале.
Так же стоит отметить работоспособность режущего инструмента с покрытием. Под работоспособностью обычно понимают способность режущего инструмента с высокой надежностью выполнять свои функции в течение определенного времени. Зависимость работоспособности определяется, прежде всего, сопротивляемостью контактных площадок инструмента изнашиванию и разрушению. Они происходят в результате их взаимодействия с обрабатываемым материалом. В свою очередь от стабильности процесса резанья, будет зависеть надежность режущего инструмента. Рассмотрим механизм изнашивания, и работоспособность инструмента из быстрорежущей стали с покрытием. Из исследований Л.С. Кремнева и В.А. Синопальникова [4] было видно, что работоспособность инструмента из быстрорежущей стали при высоких рабочих скоростях резанья определяется способностью этой стали сопротивляться необратимым, динамически протекающим рекристаллизационным процессам вблизи задней поверхности. Данный процесс является главной причиной разрушения инструмента на стадии износа при резании. Для предотвращения этих процессов применяются различные покрытия быстрорежущих пластинок. Из анализа можно сделать выводы.
1. Покрытия особо хороши при резании на высоких скоростях, однако их эффективность может снижаться из-за склонности быстрорежущей стали к пластическому разрушению вследствие динамической рекристаллизации.
2. При скоростях наростообразования разница стойкости инструмента с покрытием и без него предельно уменьшается.
3. Покрытие не изменяет характер зависимости скорость-стойкость, но интенсивность уменьшения стойкости с ростом скорости резанья значительно выше для инструментов без покрытия по сравнению с покрытием. [3 c 138].
С широким использованием автоматизированного станочного оборудования возросла потребность в высокопроизводительных и надежных твердосплавных инструментов с покрытием. Это инструменты с механическими закрепляемыми твердосплавными многогранными пластинками, напайной, а также монолитно-твердосплавный инструмент. Из обзора механизмов изнашивания твердосплавных пластин с покрытием, можно сделать вывод.
1. Покрытие не оказывает принципиального влияния на механизмы изнашивания твердых сплавов, сдвигая их в область более высоких скоростей резания за счет снижения уровня термомеханической напряженности зоны резания.
2. При скоростях резания 20-100 м/мин твердосплавные инструменты с покрытием изнашиваются в результате адгезионных процессов. Покрытие должно обеспечивать увеличение сопротивляемости инструментального материала усталостному разрушению в условиях схватывания. При этом покрытие препятствует трещинообразованию. В данных условиях наиболее эффективно работают многослойные гетерофазные покрытия.
3. На скоростях резанья 100-150 м/мин эффективность покрытий на твердосплавных инструментах резко снижается из-за склонности к коррозионному растрескиванию, но при скорости резания более 150м/мин, работоспособность покрытия резко возрастает.
Выводы
Механическая обработка резаньем в машиностроительном производстве остается основным методом окончательного формирования размеров детали. Дальнейшее развитие пойдет по пути применения сложных автоматизированных станочных комплексов. Это повлечет за собой все более суровые и жесткие требования к режущему инструменту по производительности и надежности. По большей мере этим условиям удовлетворяет режущий инструмент с покрытием. Можно сказать, что существующие способы повышения износостойкости и работоспособности режущего инструмента увеличивают эти показатели в два и более раза.