

Токарные станки – станки для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец – режущий инструмент – перемещается вместе с суппортом от ходового вала или ходового винта, получающих вращение от механизма подачи.
В состав токарной группы станков входят станки выполняющие различные операции точения: обдирку, снятие фасок, растачивание и т. д. Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, свёрл, зенкеров, развёрток, метчиков и плашек. Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Исследуем проблему появления брака при выпуске деталей. С учетом того, что потери от брака одной детали каждого вида примерно одинаковы, в качестве единицы измерения выбирается число дефектных деталей каждого вида. Получим таблицу (табл. 1).
По полученным данным составим табл. 2 для того, чтобы проверить данные.
Результаты расчетов для наглядности изображены на диаграмме.
Таблица 1
|
Детали |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Число дефектных деталей |
2 |
1 |
3 |
1 |
1 |
5 |
3 |
2 |
4 |
4 |
Таблица 2
|
Номер детали |
Число дефектных деталей |
Накопительная сумма деталей |
Процент деталей |
Накопительный процент |
|
1 |
2 |
2 |
0,068966 |
6,8966 |
|
2 |
5 |
7 |
0,172414 |
24,138 |
|
3 |
3 |
10 |
0,103448 |
34,4828 |
|
4 |
1 |
11 |
0,034483 |
37,9311 |
|
5 |
1 |
12 |
0,034483 |
41,3794 |
|
6 |
5 |
17 |
0,172414 |
58,6298 |
|
7 |
3 |
20 |
0,103448 |
68,9656 |
|
8 |
2 |
22 |
0,068966 |
75,8622 |
|
9 |
4 |
26 |
0,137931 |
89,6553 |
|
10 |
3 |
29 |
0,103448 |
100 |
|
Итого |
29 |
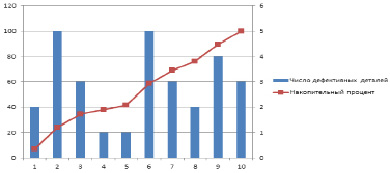
Рассмотрев диаграмму, получаем вывод, что на станках под номерами 2, 6 и 9 больше всего дефектных деталей и они требуют замены.