

Развитие нефтеперерабатывающей и нефтехимической промышленности напрямую связано с совершенствованием технологии нефтепереработки, разработкой и оптимизацией существующих процессов, обеспечивающих улучшение технико-экономических показателей и качества нефтепродуктов. Одним из основных этапов при промысловой подготовке нефти является процесс обезвоживания, который осуществляется в результате разрушения водонефтяной эмульсии, в основном, с применением термохимических методов [1-3].
В связи с этим подбор наиболее эффективных деэмульгаторов с целью совершенствования процессов обезвоживания и обессоливания нефтей, является актуальной задачей.
Процесс обезвоживания включает стадии каплеобразования и отстаивания. Чем эффективнее прошел процесс каплеобразования, тем эффективнее будет разделение эмульсии на нефть и воду. Поэтому необходимо знать способы интенсификации этого процесса, и эффективность влияния различных технологических параметров на процессы каплеобразования.
В настоящее время необходимым этапом при решении задач анализа, оптимизации и повышения эффективности действующих установок промысловой подготовки нефти (УПН) является математическое моделирование. Поэтому целью данной работы является обработка и анализ экспериментальных данных по влиянию технологических параметров на процесс каплеобразования при движении эмульсии по трубопроводу и исследование процесса с применением математической модели.
Нефти различных месторождений имеют различные физико-химические характеристики, и поэтому важной задачей является подбор деэмульгатора для наиболее эффективного процесса массообмена и последующего процесса коалесценции капель воды. Одним из основных параметров, характеризующих нефтяную эмульсию, является поверхностное натяжение. Теоретических зависимостей поверхностного натяжения от концентрации деэмульгатора практически не существует, поэтому для учета влияния концентрации деэмульгатора на процесс каплеобразования нами были проанализированы опытные данные влияния концентрации химического реагента на поверхностное натяжение для различного вида деэмульгаторов [4-11].
В результате обработки данных в программе Excel были получены функциональные зависимости влияния расхода деэмульгаторов на величину поверхностного натяжения (табл.1).
Таблица 1
Зависимость влияния расхода деэмульгаторов на величину поверхностного натяжения
|
Деэмульгаторы |
Уравнения линий тренда |
Величина достоверности |
|
Раствор РМД-5 в дистил. воде |
|
|
|
Раствор РМД-5 в минер. воде |
|
|
|
Лапрол 5003 (1) |
|
|
|
Лапрол 5003 (2) |
|
|
|
Дипроксамин-157 |
|
|
|
Реапон-4В |
|
|
|
Реагент [7] |
|
|
|
ЧАС-М марки Л |
|
|
|
Нежеголь |
|
|
|
Реагент ЧАС-Л |
|
|
|
Диссолван |
|
|
|
Диссолван 4411 |
|
|
























С учетом полученных зависимостей был сформирован алгоритм и программный блок учета влияния концентрации деэмульгатора на поверхностное натяжение и введен в математическую модель и программу расчета процесса каплеобразования, разработанные на кафедре химической технологии топлива и химической кибернетики ТПУ [12, 13].
Модель позволяет рассчитать диаметр капли, линейную скорость, необходимую для формирования капли длину трубопровода и др. Диаметр капли в математической модели рассчитывается по методике Тронова В.П. [1]:
 ,
,
где dmax – максимальный размер устойчивых капель; σ – поверхностное натяжение; μв , μн – динамическая вязкость воды и нефти соответственно; и – средняя линейная скорость потока; vсм – кинематическая вязкость смеси; ρн – плотность нефти.
С применением математической модели выполнены исследования влияния концентрации химического реагента и расхода эмульсии на показатели процесса каплеобразования (рис. 1-3).
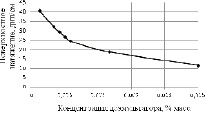
Рис. 1. Зависимость поверхностного натяжения от концентрации деэмульгатора
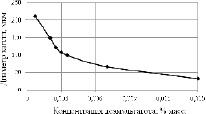
Рис. 2. Зависимость диаметра капли от концентрации деэмульгатора
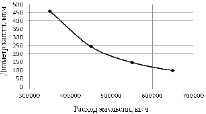
Рис. 3. Зависимость диаметра капли от расхода водонефтяной эмульсии
Не менее важным параметром при промысловой подготовке нефти является длина трубопровода, в котором протекает процесс коалесценции. Расчет длины коалесцирующей и массообменной секций трубопровода позволит определить необходимое место ввода деэмульгатора. На рис. 4 приведены результаты исследования влияния концентрации реагента на длину трубопровода, необходимую для эффективного процесса каплеобразования.
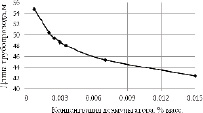
Рис. 4. Зависимость длины трубопровода от концентрации деэмульгатора
Исследования, выполненные с применением математической модели, показали: диаметр капель, поверхностное натяжение и длина трубопровода с увеличением концентрации деэмульгатора уменьшаются при прочих равных условиях. При концентрации реагента от 0,0007 до 0,015 % масс. диаметр капель уменьшается от 210 до 33 мкм, поверхностное натяжение снижается с 41 до 11,5 дин/см, а длина трубопровода изменяется от 54,8 до 42,4 м.
Анализ результатов влияния расхода эмульсии на диаметр капли показал, что с увеличением расхода эмульсии от 350000 до 650000 кг/ч диаметр капель уменьшается с 460 до 98,5 мкм. Следовательно, эффективность процесса каплеобразования и, в дальнейшем процесса отстаивания воды, снизится.
Таким образом, учет в математической модели влияния концентрации деэмульгатора на поверхностное натяжение позволит нам спрогнозировать влияние реагента на эффективность процесса каплеобразования при промысловой подготовке нефти и определить наиболее эффективные режимы процесса разрушения водонефтяной эмульсии.