

Гранулы, после стадии накопления в соответствующих бункерах, поступают в формовочные машины: в качестве примера ниже приводится подробное описание одной из возможных схем процесса (рисунок 1), на которую будем ссылаться при последующем обсуждении.
В качестве вспомогательного вспенивателя используется пропан (предварительно поглощенный полистиролом): значение присутствия этого вещества выясняется на стадии впрыска материала в формовочные машины и сжатия в них [2].
Формовочные машины осуществляют прессование и сушку гранул, при этом происходит спекание и, следовательно, образование монолитного конечного изделия: в ту же самую пресс-форму, в которую поступает пар для спекания, производят также подачу охлаждающей воды, выгрузку которой объединяют с выгрузкой сконденсированного пара.
Неизбежный унос материала паром, а также возможное поглощение пропана делают по крайней мере нецелесообразным немедленное повторное применение водяного конденсата, который сначала должен пройти через отстойники и через несколько испарительных башен вместе с охлаждающей водой [3].
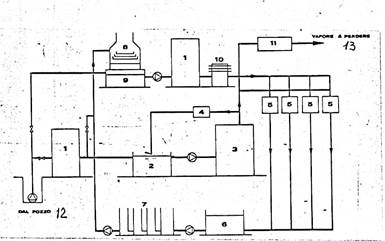
1 – автоклавы; 2 – ванна для конденсата и для питания котла;
3 – паровой котел; 4 – теплообменник для подогрева; 5 – прессы;
6 – колодец для сбора конденсата и охлаждающей воды;
7 – отстойники; 8 – испарительные башни; 9 – ванна для холодной воды и противопожарный водоем; 10 – компрессоры; 11 – экспандеры;
12 – из скважины; 13 – пар на сторону
Рисунок 1. Упрощенная схема гидравлических линий
установки для получения пенополистирола
Описанная технология не эффективна с энергетической точки зрения, но помогает выбрать наиболее рациональный способ обработки воды, поскольку вызывает следующие побочные обстоятельства:
- цикл устроен так, что конденсат не возвращается в парогенератор, поэтому парогенератор производит пар на сторону, что приводит к значительным концентрациям солей и не позволяет подавать питающую воду при температуре конденсации, а это очевидно ведет к повышенному расходу горючего;
- повторное использование охлаждающей воды вынуждает рассеивать большое количество тепла и заставляет работать испарительные башни с высокими перепадами температуры, следовательно, с повышенной опасностью отложения накипи.
Это энергетическое противоречие можно было бы смягчить, используя общую выгрузку конденсата и охлаждающей воды для предварительного нагрева воды, питающей парогенератор, или для какого-либо другого нагревания: предварительный нагрев позволил бы уменьшить термические напряжения на самой важной машине установки и обеспечил бы подачу более холодной воды в испарительные башни, при этом снизится перепад температуры и появится возможность использования более холодной воды для охлаждения прессов.
Другие формы рекуперации тепла можно оценить, исходя из ожидаемых конкретных технических требований установки (например, значительное расстояние между разгрузочным колодцем и теплоцентралью) или, когда для формовочных прессов не нужна чрезмерно охлажденная вода: в этом случае можно не предусматривать испарительных башен и, следовательно, резкого снижения температуры [3].
Во всяком случае, рекуператоры тепла можно считать целесообразными, даже если температура воды в колодце не является строго постоянной, а зависит от типа обрабатываемых изделий, которые требуют различных затрат тепла (белые или цветные изделия) при температуре воды в колодце, изменяющейся от +45 до +75 – 80 °С.
Рекуперацией, которая может показаться в первый момент очевидной, является отделение линии конденсата от линии охлаждения: однако это решение влечет за собой конструктивные изменения прессов, деление установки на две части, при этом не снижается температура воды, направляемой в испарительные башни, и не решается проблема удаления следов пропана, но которые можно полностью исключить при пропускании через испарительные башни [8].
Обязательно нужно предусматривать обработку воды с целью снижения жесткости, а если содержание солей в исходной воде велико, то необходимо проводить более глубокую обработку, например удаление карбонатов с последующим умягчением или деминерализацией (рисунок 2).
Первые два вида обработки важны тем, что после них можно не только питать парогенератор, но также пополнять контур охлаждения: выбор того или другого вида обработки во всяком случае всегда зависит от характеристик исходной воды и прежде всего от наличия дополнительной химической обработки.
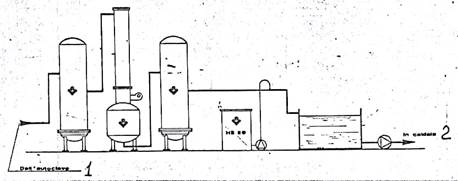
1 – из автоклавов; 2 – в котел
Рисунок 2. Удаление карбонатов с умягчением
и дозирование полиаминов в котел
Можно отметить, что именно вследствие структуры контура доля конденсата достаточна для компенсации потерь на испарение и унос в башнях, и часто не следует предусматривать предварительную обработку той доли воды, которая превышает это значение, поскольку предпочитают введение холодной необработанной воды [3].
Химическая обработка, проводимая дополнительно к предварительной обработке, всегда необходима из-за одновременного присутствия в контуре различных металлов, включая сталь котла и трубопроводов, а также специальные алюминиевые сплавы, используемые для пресс-форм (обычно антикоррозионные).
Химическая обработка должна отвечать следующим требованиям:
- гарантировать защиту независимо от природы металла, контактирующего с водой или паром;
- быть полезной одновременно для всех частей контура с учетом изменений состояния используемой воды и прежде всего обеспечения полной взаимозаменяемости между охлаждающей водой и паром для подогрева и сушки;
- не допускать появления накипи из охлаждающей воды, когда ее не подвергают предварительной обработке [8].
В соответствии с директивными указаниями, обусловленными самим процессом, полную обработку будут проводить в двух точках, как показано на рисунке 3.
Дозирование пленкообразующих алифатических полиаминов в линию питания парогенератора: эта дозировка пропорциональна количеству пополняемой воды и позволит защитить от коррозии внутреннюю поверхность котла, действуя таким же образом и на паровую сторону формовочных машин благодаря оптимальному распределению в паровой фазе подобных продуктов (HS 26) [3].
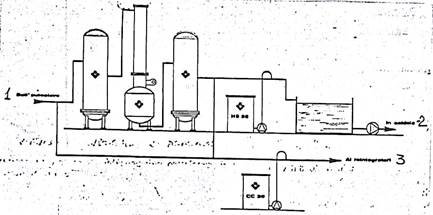
1 – из автоклавов; 2 – в котел; 3 – к пополнителям
Рисунок 3. Удаление карбонатов с умягчением и дозирование
полиаминов в котел, а также в воду на пополнение контура охлаждения
По этой причине продукт, находящийся еще в твердой фазе может гарантировать защиту возможных линий рекуперации тепла отходящих от колодца: безусловно, самым важным результатом обработки является образование поверхностной защитной пленки на алюминиевых пресс-формах, гарантирующей чистоту и сохранность пресс-форм [1].
Дозирование пленкообразующих алифатических полиаминов в линию охлаждения: этот продукт (Сillit СС30), хотя и принадлежит к тому же химическому семейству, что и предыдущий, имеет меньшую летучесть и содержит в своем составе альгостатическое вещество, подавляющее развитие водорослей.
Меньшая летучесть препятствует переходу продукта в газообразное состояние в испарительной башне, в то время как альгостатики тормозят развитие водорослей или плесени и в башне, и в находящейся ниже ванне.
Дозирование полиаминов в этой точке контура конечно следует рассматривать как вторичную обработку, и поэтому количество дозируемого продукта часто уменьшается до очень небольших значений (даже до нескольких граммов на кубический метр) и всегда зависит от результатов контрольных замеров [7].
Опыт эксплуатации подобных систем позволил подтвердить, что такая обработка в состоянии решить следующие главные проблемы, возникающие в описанном контуре:
1. Загрязнение конечных изделий в результате уноса окислов железа на линии получения и распределения пара, а также вследствие уноса из котла. Эти явления можно объяснить как чрезмерным содержанием солей в котле, так и технологическим режимом, который предусматривает частую и кратковременную подачу пара. Пленкообразующие алифатические полиамины в этом смысле имеют большое преимущество перед другими продуктами, обеспечивая более эластичную защиту поверхности и меньшую подверженность растрескиванию от механических воздействий;
2. Коррозия пресс-форм в большинстве случаев обусловлена уносом солей сильных щелочей из котла, которые, как известно, обладают повышенным разрушительным действием даже по отношению к качественным алюминиевым сплавам. В качестве примера в таблице 1 приведены характеристики воды, соответствующие выгрузке прессов установки, питаемой умягченной водой без обработки полиаминами.
С целью исключения опасности уноса солей можно уменьшить в исходном состоянии солесодержание питания, т.е. предусмотреть достаточное количество продувок, если питание осуществляется умягченной водой; в некоторых случаях можно предусмотреть непрерывную продувку и рекуперацию тепла продувками с одновременным химическим кондиционированием, при этом отложения приобретают хлопьевидную консистенцию, которая не препятствует повторному использованию воды [6].
Таблица 1. Результаты анализа воды после выгрузки прессов установки без пассивирующей обработки
|
Параметр |
Значение |
|
Внешний вид |
мутная, беловатая |
|
Щелочность Р |
200 (частей на миллион СаСО3) |
|
Щелочность М |
650 (частей на миллион СаСО3) |
|
Водородный показатель рН |
9 |
|
Жесткость |
5,4 (французские градусы) - 1,08 мг-экв/л |
|
Хлориды |
20 (частей на миллион Cl-) |
|
Железо |
1 (часть на миллион Fe+) |
Самой рациональной рекуперацией оказывается снова предварительный нагрев питания, прежде всего в летний период, когда в резервуаре питания недостаточно доли конденсата, поступающего от теплообменника подогревателя.
3. Образование водорослей проявляется в батарее испарительных башен и в возможных ваннах-сборниках, прежде всего когда источником воды для питания является вода из скважины. В связи с этим следует помнить, что, если исходная вода имеет повышенную мутность или насыщена вредными элементами (например железом или марганцем), обязательно проведение предварительного фильтрования.
4. Образование накипи происходит, когда общая жесткость смеси сырая вода - конденсат соответствующим образом не нейтрализуется. Пленкообразующие алифатические полиамины действительно могут нейтрализовать этот эффект, разрушая свойства комплексообразующих элементов тем, что «сажают в клетку» ионы кальция, препятствию этим осаждению и, следовательно, выпадению осадка в виде накипи. Нейтрализация накипи особенно благоприятствует хорошей работе компрессоров для получения сжатого воздуха, которые часто являются первыми потребителями линии «охлаждающей воды» и которые очень чувствительны даже к незначительным осадкам [5].
Способ обработки пленкообразующими алифатическими аминами, основанный на образовании полимерной пленки на металлах, контактирующих с водой, требует лишь контроля за осадком, необходимым для гарантированной сохранности пленки; поэтому контрольные проверки, которые надо осуществлять на установке, чрезвычайно просты, и их можно сгруппировать следующим образом:
- общая жесткость: после умягчения, после охлаждения, в котле;
- водородный показатель pH: на линии охлаждения, в резервуаре питания котла, в котле, при разгрузке прессов;
- содержание солей: после деминерализации, в котле, возможно после охлаждения;
- щелочность М: в тех же точках, что и водородный показатель pH;
- железо: в котле, в конденсате, в питании;
- осадок полиамина: в котле, в питании башен, в исходной точке охлаждения [4].
Контрольные проверки можно осуществлять еженедельно регистрируя результаты в специальной таблице; для полиаминов, применение которых решает также проблемы несовместимости между различными материалами, в указанных точках следует проводить контроль до постоянного содержания в количестве 20 частей на миллион.
Библиографическая ссылка
Кочуров Д.В., Паламарчук А.А., Шишакина О.А., Аракелян А.Г. ИСПОЛЬЗОВАНИЕ ВОДЫ И ТЕПЛА В УСТАНОВКАХ ДЛЯ ПОЛУЧЕНИЯ ПЕНОПОЛИСТИРОЛА // Международный студенческий научный вестник. – 2019. – № 1. ;URL: https://eduherald.ru/ru/article/view?id=19450 (дата обращения: 23.11.2024).