

Положительное влияние поверхностно-пластической деформации (ППД) на качество изделий в основном связывается с упрочнением поверхностного слоя и поведением остаточных напряжений. При этом следует иметь в виду, что процессы ППД по всем вышеупомянутым упомянутым параметрам требуют оптимизации, иначе то или иное воздействие способно привести к отрицательным результатам. Статико-импульсная обработка (СИО) проявляет свое влияние на эксплуатационные свойства изделий через их напряженное состояние [1]. Целесообразность упрочняющих процессов состоит прежде всего в том, чтобы подавить вредное влияние растягивающих напряжений в поверхностном слое. В основе теории остаточных напряжений, наводимых пластической деформацией, лежит так называемая теория о разгрузке [2]. Суть ее состоит в том, что остаточные напряжения равны разности между напряжениями в упругопластическом теле (до снятия внешней нагрузки) и теми напряжениями, которые создавались бы в нем той же нагрузкой в предположении об идеальной упругости материала.
Процесс обработки деталей поверхностно-пластическим деформированием сопровождается различными явлениями: упругими и пластическими деформациями, трением, изменением пластических и прочностных свойств материала. Остаточные напряжения являются результатом воздействия двух основных факторов: собственно деформации и протекающих при этом тепловых процессов. От методов и режимов упрочнения, степени деформации структуры и свойств материала зависят величина, характер и глубина распространения остаточных напряжений.
При деформации вследствие значительного роста плотности дислокаций происходит некоторое увеличение удельного объема деформируемого слоя, чему препятствуют слои, лежащие ниже. В результате такого взаимодействия в наружных слоях возникают напряжения сжатия, а во внутренних уравновешивающие их растягивающие напряжения. При динамическом контакте область максимальных касательных напряжений, в которой начинает зарождаться пластическая деформация, располагается на некоторой глубине от поверхности, поэтому можно ожидать, что в верхней области, непосредственно примыкающей к поверхности пластическая деформация начнется позже и будет протекать менее интенсивно. Тогда максимум напряжений может оказаться смещенным в глубину слоя. Это остается справедливым, если рассматривать деформацию по линии действия сжимающей силы. По мере удаления от этой линии картина меняется. Поэтому в зависимости от конкретных условий обработки (нормальной силы, размеров инструмента и детали, а также в зависимости от свойств материала) напряжения могут формироваться с максимумом, как на поверхности, так и в глубине слоя. Поскольку увеличение объема происходит в пластически деформированной зоне, деформационные напряжения должны соответствовать толщине этой зоны. Следовательно, все параметры обработки, определяющие упрочнение слоя, оказывают влияние и на формирование остаточных напряжений. Пластическая деформация происходит по следующей схеме: снижение толщины в радиальном направлении, незначительное увеличение ширины в окружном и увеличении длины в осевом направлениях. Удлинение поверхностного слоя в осевом направлении вызывает упругое удлинение всего сечения детали. На ее торце возникает наплыв металла, в результате чего возрастает остаточные напряжения сжатия. Упругие деформации, действующие в окружном направлении релаксируются на небольшую величину, снижаются тангенциальные напряжения. При этом увеличение кратности приложения усилия при упрочнении способствует увеличению глубины сжатого слоя. Под воздействием давления и упругопластического восстановления составляющие структуры стремятся к восстановлению своей формы до деформации. При этом происходит частичное снятие и перераспределение остаточных напряжений. Это является одной из главных причин возникновения спада остаточных напряжений. Глубина распространения максимальных остаточных напряжений для высокомарганцовистой стали (ВМС) находится в пределах 0.05–0.12 мм [3]. В результате силового воздействия деформирующей среды на поверхности создаются лунки, обуславливающие определенное напряженно-деформированное состояние по глубине. При полном укрытии поверхности отпечатками можно предположить, что сжатие всех слоев по глубине в среднем будет соответствовать деформациям осевого сжатия под одним отпечатком, качественная эпюра которых представлена на рисунке.
Задача определения напряженно-деформированного состояния поверхностных слоев сводится к исследованию основных параметров очага деформации под единичным отпечатком.
Исследование процесса СИО показывают, что размеры сечения детали в направлении действующих сил остаются практически неизмененными, но с характерными признаками деформации поверхностных слоев: искажением их решетки и искривлением плоскостей скольжения, повышением твердости и увеличением плотности дислокаций. Это свидетельствует о том, что при статико-импульсной обработке осуществляется сложное нагружение. Последующее динамическое воздействие вблизи каждого отпечатка ведут к перераспределению деформаций под ними так, что при отсутствии объемных изменений размеры детали при полном укрытии поверхности отпечатками оказываются неизмененными. Задача определения напряженно-деформированного состояния поверхностных слоев сводится к исследованию основных параметров очага деформации под единичным отпечатком.
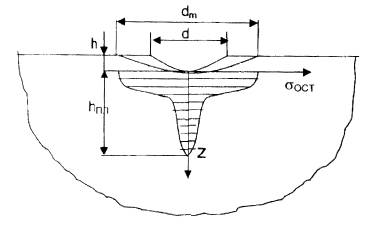
Эпюра остаточных напряжений деформаций осевого сжатия
Из параметров деформированного состояния следует рассмотреть степень поверхностной деформации, толщину пластически деформированного слоя и интенсивность изменения деформаций в наиболее характерной зоне вдавливания индентора.
После снятия нагрузки происходит упругое восстановление лунки, которое сопровождается изменением ее диаметра и кривизны (рис. 1). Степень деформации  в восстановленной лунке будет определятся:
в восстановленной лунке будет определятся:
 , (1)
, (1)
где D1 – диаметр кривизны лунки; dН – начальный диаметр; d – диаметр остаточного отпечатка; h – глубина восстановления лунки.
 , (2)
, (2)
Критерий d/D принимаем в качестве показателя поверхностной деформации. Чаще  , поэтому:
, поэтому:
 , (3)
, (3)
Параметр h/d-показатель степени остаточной деформации, d/D-основной показатель деформационного состояния поверхности при исследовании силовых факторов поверхности.
Толщина пластически деформированного слоя hпл, соответствует размерам очага деформации осевой зоны единичного вдавливания:
 , (4)
, (4)
где Р – сила вдавливания;  – предел текучести материала.
– предел текучести материала.
В динамических процессах:
 , (5)
, (5)
где Kпл=1,5 .
Однако следует учитывать, что динамическое упрочнение поверхности статико-импульсной обработкой может происходит в результате многократного воздействия индентора на поверхность детали. В этом случае поверхностный слой будет подвергаться многократному деформированию, приводящему всякий раз к дополнительному упрочнению и повышению температуры. В результате этого величина и градиент деформационных и термических напряжении, возникающих в момент первичной деформации, претерпевают изменения. Соответственно меняются и суммарные напряжения. Поскольку при такой обработке повторные деформации происходят главным образом за счет пластического течения металла в осевом направлении, то осевые остаточные напряжения, вызванные пластической деформацией, формируются с максимумом на поверхности. Его смещение в глубину слоя со снижением осевых напряжений у поверхности может происходить как из-за высокого локального нагрева, так и вследствие перенаклепа. Однако на осевые напряжения тепловой эффект влияет в меньшей степени, чем на тангенциальные, этим и объясняются случаи формирования суммарных осевых напряжений с максимумом в глубине слоя.
Установлено, что задача упрочнения поверхностей деталей статико-имлульсной обработкой состоит в том, чтобы подавить вредное влияние растягивающих напряжений в поверхностном слое. При этом определение напряженно деформированного состояния поверхностных слоев заключается в исследовании основных параметров очага деформации под единичным отпечатком. Увеличение кратности приложения усилия при СИО способствует увеличению глубины сжатого слоя, увеличивая тем самым глубину упрочнения.
Библиографическая ссылка
Нужин А.В., Кокорева О.Г. ОЦЕНКА НАПРЯЖЕННОГО СОСТОЯНИЯ ТЯЖЕЛОНАГРУЖЕНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ПРИ УПРОЧНЕНИИ СТАТИКО-ИМПУЛЬСНЫМ МЕТОДОМ // Международный студенческий научный вестник. – 2018. – № 3-2. ;URL: https://eduherald.ru/ru/article/view?id=18240 (дата обращения: 27.07.2024).