

В настоящее время существует ряд методов упрочняющей обработки, которые обеспечивают существенное повышение надежности и долговечности деталей машин.
В основе каждого метода лежит механизм поверхностно-пластической деформации заключающегося в деформации волокон металла в определенном направлении при накатывание роликом, что приводит к изменению текстуры. Установлено, что характер формообразующей обработки, в результате которой волокна деформируются и перераспределяются, оставаясь целыми, оказывает большое влияние на износостойкость поверхности.
Известно, что наибольшее влияние на коэффициент трения оказывают среднее арифметическое отклонение профиля Ra и относительная опорная длина tp профиля; на линейный износ и интенсивность изнашивания – параметры Ra, tp, опорная длина ηp профиля, средний шаг Sm неровностей профиля. Было установлено, что разные виды взаимодействия контактных поверхностей деталей, при которых протекают механические, физико-химические, тепловые и другие процессы, в реальных условиях эксплуатации оборудования усложняют процесс трения. Однако существует возможность выбора оптимальных сочетаний технологических режимов обработки, позволяющих получить поверхности фактически с требуемой макро – и микрогеометрией, существенно повысив износостойкость и снизить коэффициент трения в соединениях деталей [1].
Как один из возможных технологических способов для достижения поставленной цели является использование поверхностно-пластической деформации (ППД) путем изменения кинематики взаимодействия инструмента и обрабатываемой поверхности ОКП. Это дает возможность получить требуемую траекторию деформации поверхности, позволяющую уменьшить высоту микронеровностей.
Однако анализ исследований в этой области не позволяет выявить закономерности технологии обработки ОКП с параметрами качества обработанной поверхности.
Проведены исследования поверхностей осей колесных пар, изготовленных из специальной осевой стали ОсЛ ГОСТ 4728–89. При этом ось предварительно подвергалась токарной обработке на станке модели РТ2517 резцами, оснащенными пластинами твердого сплава Т15К6. Геометрические параметры режущей части резца α=8°, γ=10°, φ=φ1=45°, λ=5°. Режимы обработки на токарной операции V = 60…75 м/мин, S=0,2…0,3 мм/об. Шероховатость под накатывание Rz=20 мкм.
Упрочняющая обработка производилась роликом с криволинейной образующей (рисунок), который изготовлен из стали X12M, который изготовлен из стали 62…64, диаметр ролика 140 мм [6].
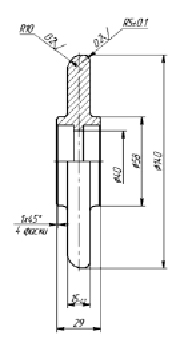
Ролик с криволинейной образующей
Известно, что качество формирования поверхностного слоя значительное влияние оказывают такие величины, как скорость вращения, подача, пространственное расположение осей инструмента и детали.
Задача исследований сводится к планированию и реализации k-факторного эксперимента для оценки значений коэффициентов bi функции отклика на основании существующей методики [2].
Линейное уравнение этой функции имеет вид
 , (1)
, (1)
где y – параметр оптимизации, а именно шероховатость Ra; b0, b1, b2, b3 – коэффициенты подлежащие определению и зависящие от характера обработки; x1 – фактор S, мм/об – подача; x2 – фактор V, м/мин – скорость обкатывания; x3 – фактор θ, град. – знак скрещивания.
Коэффициенты оцениваются по результатам эксперимента и определяются по формуле:
 . (2)
. (2)
Построение плана эксперимента сводится к выбору экспериментальных точек, симметричных относительно нулевого уровня. Нулевой или основной уровень определяется из анализа априорной информации, т.е. полученной до начала эксперимента. Для каждого фактора выбирается два уровня, на которыз он будет варьироваться в эксперименте (табл. 1).
Число опытов, необходимое для реализации всех возможных сочетаний уровней факторов, находится по формуле
 , (3)
, (3)
где N – число опытов; k – число факторов; 2 – число уровней.
Тогда: N=23=8.
Матрица планирования и результаты опытов приведены в табл. 2.
Таблица 1
Уровни и интервалы варьирования
|
X1 (подача) |
X2 (скорость/частота) |
X3 (угол) |
X4 (знак угла) |
|
|
Основной уровень |
0,26 |
180 |
15 |
+ |
|
Интервал варьирования |
0,04 |
20 |
5 |
+ |
|
Верхний уровень |
0,30 |
200 |
30 |
+ |
|
Нижний уровень |
0,22 |
160 |
20 |
- |
Таблица 2
Матрица планирования для полного факторного эксперимента
|
№ опыта |
Порядок реализации |
X0 |
X1 |
X2 |
X3 |
X4 |
Y |
|
1 |
4 |
+ |
+0,3 |
+200 |
+30 |
+ |
0,158 |
|
2 |
3 |
+ |
-0,22 |
+200 |
+30 |
- |
0,365 |
|
3 |
8 |
+ |
+0,3 |
-160 |
+30 |
- |
0,168 |
|
4 |
5 |
+ |
-0,22 |
-160 |
+30 |
+ |
1,261 |
|
5 |
7 |
+ |
+0,3 |
+200 |
-20 |
- |
1,333 |
|
6 |
2 |
+ |
-0,22 |
+200 |
-20 |
+ |
0,483 |
|
7 |
1 |
+ |
+0,3 |
-160 |
-20 |
+ |
0,808 |
|
8 |
6 |
+ |
-0,22 |
-160 |
-20 |
- |
0,604 |
Согласно методике [2] были определены коэффициенты регрессии модели (1), вычислена дисперсия параметра оптимизации Sy2=0,005987, средняя квадратичная ошибка в определении коэффициентов регрессии s(bi)=0,0007483, доверительный интервал коэффициентов регрессии при 5%-м уровне значимости коэффициентов Δbi=±0,12. По доверительному интервалу были выделены статически значимые коэффициенты регрессии.
Таким образом, разработана модель зависимости шероховатости от режимов обработки ППД в виде полиному первой степени:
 (4)
(4)
Согласно полученной модели (4) параметр оптимизации (y) уменьшается с увеличением значений фактора X3, а также факторов X1X2, X1X3 и X2X3 действующих совместно.
Проверку адекватности модели (4) проводили по F-критерию Фишера, для чего рассчитывалась дисперсия адекватности.
 . (5)
. (5)
Модель считается адекватной, если соблюдается условие:
 , (6)
, (6)
где Fp – расчетное значение критерия Фишера; Ft – теоретическое значение критерия Фишера, по справочным данным Ft=19,2 [2].
 . (7)
. (7)
Тогда: 2,24<19,2.
Следовательно, модель адекватна.
Модель зависимости шероховатости от факторов обработки ППД будет иметь вид:
 (8)
(8)
Анализ данной модели показывает, что на параметр оптимизации (шероховатость) оказывает влияние угол скрещивания θ осей ролика и детали, а также взаимодействие таких факторов как подача и скорость вращения, подача и угол скрещивания, скорость вращения и угол скрещивание.
На основе результатов получено следующее значение шероховатости Ra=0,34…0,4 (требуемая 1,64…3,2 мкм) [4]. Полученные данные позволяют сделать вывод, что путем рационального выбора уровней факторов, определяющих условия обработки ППД, делают реальным возможность осуществлять технологическое управление параметрами шероховатости, и тем самым снизить износ детали, а как следствие исключить операцию шлифования из технологического процесса обработки осей колесных пар. А так же позволяет определить приоритетные пути дальнейшего совершенствования технологии обработки.
Библиографическая ссылка
Кокорева О.Г., Фадеев Ф.О. ПОВЫШЕНИЕ НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ ОСЕЙ КОЛЕСНЫХ ПАР УПРОЧНЕННЫХ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ // Международный студенческий научный вестник. – 2018. – № 3-2. ;URL: https://eduherald.ru/ru/article/view?id=18235 (дата обращения: 27.07.2024).