

Упрощенный алгоритм производства автомобилей компанией ОАО «АгромашХолдинг» состоит из 5 основных пунктов производства: после прибытия соответствующих комплектующих автомобиля происходит сварка основных частей кузова в цехе сварки с помощью роботизированных комплексов. Затем кузов автомобиля транспортируют в лакокрасочный цех, где он проходит очистку и нанесение первого слоя грунтовки с последующей сушкой и проверкой в досмотровочной камере. Далее на кузов наносят краску и лак, после подготавливают к транспортировке в цех мелко-узловой сборки, где после необходимых сборочных процессов, собранный автомобиль выезжает своим ходом.
На этапе хранения соответствующих комплектующих на складе и после осуществления процесса сварки основных узлов, на кузове автомобиля остаются множество различных веществ, таких как: транспортировочное масло, шлаки, частицы, химические вещества после сварки, пыль и т.д. Данные вещества и частицы, согласно алгоритму производства автомобилей должны быть полностью удалены, т.к. они негативно влияют на процессы активации, фосфатирования и последующего грунтования кузова автомобиля, и могут привести к затрате времени и эксплуатационных средств на дополнительную обработку и исправлению различных дефектов.
Автоматизированный процесс очистки, обезжиривания и грунтования кузова автомобиля состоит из 13-ти этапов [1-2], каждый из которых сопоставляется номеру ванны (№1-13), алгоритм организации данного процесса следующий:
Этапы 1, 2, 3, 4 осуществляют промывку погружением и распылением с помощью форсунок для удаления различного рода загрязнений: частиц пыли, транспортировочных масел, сварочных шлаков, верхнего химического слоя на поверхности кузова. Обезжиривающая жидкость на данных процессах состоит преимущественно из щелочи. Концентрация щелочи в данных производственных этапах варьируется от 9 – 15 pH, что соответствует сильной щелочной среде. Давление жидкости на форсунках, которые участвуют в процессах №1 и №3 должно составлять 0.2 – 0.3 кг/см3, данное давление обеспечивается путем использования насосного оборудования. В ваннах под номерами №2 и №4 насосное оборудование осуществляет циркуляцию жидкости по малому кругу, т.е. создает поток жидкости внутри ванных для дополнительной промывки кузова и распределению температуры жидкости, которая должна составлять 50-60º С, капот кузова в данных процессах должен быть направлен против движения потока жидкости.
Этап 5 – активация с погружением. После обезжиривания и очистки, на кузов автомобиля необходимо нанести слой фосфата–цинка. Соответствующие комплектующие кузова автомобиля состоят из специальной стали с нанесенным на нее слоем цинка (оцинкованная сталь). Слой цинка составляет 6 – 7 микрон. В 5–ой ванне применяется активатор, который разрушает верхний химический слой цинка, с последующим образованием особой кристаллической решётки для взращивания (образования) кристаллов фосфата – цинка.
Этап 6 – фосфатирование погружением. После образования кристаллической решетки следует осуществить наращивание кристаллов фосфата – цинка на кузове автомобиля.
Этап 7 – промывка распылением. Главной целью данного процесса является осуществление ликвидации (удаление) не нужных кристаллов фосфата-цинка.
Этапы № 8 и 9 – являются этапами промывки погружением, где применяется специальная деионизированная вода с нейтральной щелочно-кислотной средой pH. Индикатор щелочно-кислотного баланса определяется показателем, как нейтральная щелочно-кислотная среда, т.е. соответствует позиции 0.
Этап 10 – катафорез, нанесение первичного слоя грунтовки. Жидкость ванны № 10 состоит из токопроводящей смеси, которая называется пигмент – связующая и жидкой грунтовки (раствор – эмульсия). Сам пигмент заряжен положительно, а кузов автомобиля отрицательно. В ванне присутствуют 56 анодов (ячеек), из которых 8 расположены на дне ванны, остальные расположены непосредственно на стенах ванны. Аноды – это специальные токопроводящие стержни, на которые подаётся положительное напряжение (подводиться кабель «+»). На кузов автомобиля подаётся отрицательное напряжение (подводиться кабель « – » ). Рабочее напряжение, которое осуществляет процесс нанесения грунта на кузов составляет 380 вольт, с очень большой силой тока (1<<I).
Этапы №11, 12, 13 – осуществляют промывку погружением и распылением ультрафильтратом. В ваннах №11 и № 12 применяется малый контур циркуляции жидкости, для того, чтобы при помощи направленного потока очистить от оставшихся химикатов кузов автомобиля.
Объем каждой ванны, которые применяются в автоматизированном процессе очистки, обезжиривания и грунтования кузова автомобиля составляет 65м3. И во всех этапах приведенного алгоритма очистки, обезжиривания и грунтования кузова автомобиля применяется насосное оборудование, для поддержания заданных давлений в форсунках или для осуществления циркуляции жидкостей в ванных и, тем самым осуществляется перераспределение температуры жидкости. В таблице 1 указаны жидкости, в которых путем соблюдения определенных пропорций составляются смеси, участвующие в процессах очистки, обезжиривания, а также веществ составляющих основу для пегмент-связующего, активации и фосфотирования. Данные жидкости из таблицы 1 и их последующее описание были предоставлены предприятием ОАО «АгромашХолдинг». Также автоматизированный процесс обезжиривания, очистки и грунтования кузова автомобилей был исследован и представлен в данной статье на практическом основании, путем наблюдения и участия автора статьи лично в изучении данного процесса.
Жидкости, из которых создают специальные растворы для различных целей применения, показаны в таблице 1.
Таблица 1
Химических элементы, используемые для создания растворов, с последующей эксплуатацией в этапах №1-13
|
Номер п/п |
Химическое вещество |
Марка |
|
1 |
2 |
3 |
|
1 |
Обезжириватель |
NC Cleaner # 152 (A), NIPSEA Chemical, Henkel Bonderite, C – AK 7163 CF/5 |
|
2 |
Обезжириватель |
NC Cleaner # 152 (B), NIPSEA Chemical, Henkel Bonderite, C – AD 1571/1 |
|
3 |
Активатор |
Henkel Prepalene X |
|
4 |
Добавка к активатору |
Henkel Bonderite, M – AD 4977 B |
|
5 |
Фосфатный концентрат |
Surtdine SD – 25R NIPSEA Chemical, Henkel Bonderite M – ZN 958, R – TA/5 |
|
6 |
Регулятор pH |
Primer # 40, NIPSEA Chemical, Henkel Bonderite M – AD 134 |
|
7 |
Ускоритель нитрит натрия |
NaNO2 |
|
8 |
Азотная кислота |
NHO3 |
|
9 |
Эмульсия |
KT – 10LF Gray, Gray F – 2, KDK |
|
10 |
Паста |
КТ – 10LF Gray, Gray F – 1, KDK |
|
11 |
Добавка |
Additive – A (кислота уксосная), KDK |
|
12 |
Регулятор pH |
Additive – B (Бутиленгликоль), KDK |
|
13 |
Уголь активированный |
Activated carbon, БАУ – А или ОУ – В |
|
14 |
Щелочь натриевная |
Sodium hedroxide, NaOH |
|
15 |
Коагулянт хлорид алюминия |
Poly Aluminium Chlonde |
|
16 |
Флокулянт, добавка для детектирования токсических анионов |
Anion polimer |
|
17 |
Гексаметафосфат натрия |
Sodium hexametaphosphate |
|
18 |
Органическая добавка для связывания тяжелых металлов |
Organic detergent, EDTA Tetrasodium |
|
19 |
Детергенты (моющие вещества, очиститель) этидроновая кислота |
Mineral Detergent, Etidronic Acid |
|
20 |
Кислота серная (93 %) |
HCl |
|
21 |
Кислота соляная (35 %) |
Sulfuric acid, H2SO4 |
|
22 |
Сульфат железа коагулянт |
Ferrous sultate, FeSO4 |
|
23 |
Коагулянт краски |
P3 – CRONI 828 HK |
|
24 |
Флокулянт |
P3 – cronifloc 951 |
|
25 |
Кальция гидрооксид |
Calcium hydroxide, (Ca(OH)2) |
Во время исследования автоматизированного процесса обезжиривания, очистки и грунтования кузова автомобилей обнаружили патогенное воздействие данных веществ на насосное оборудование предприятия, данное патогенное воздействие выявляется в виде разрушения определенного типа, т.е. возникновение коррозий, трещин, повышение усталости металла.
Пример образования различного рода разрушений иллюстрируют рисунки 1 и 2.

Рис.1 Рабочее колесо (крыльчатка) насоса, покрытая коррозией.
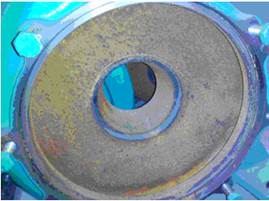
Рис.2 Корпус (улитка) насоса, покрытая коррозией.
На рисунках 1, 2 и 3 изображены рабочее колесо, корпус и патрубок насоса PSV – 1512D, материал из которого изготовлены данные детали обозначается, как GC200 [8–9] (серый чугун). После эксплуатационного периода (3 - 4 года) детали узла изнашиваются, далее «старые» детали демонтируют, заменяя на «новые», с таким же материалом.

Рис.3 Патрубок насоса, покрытый коррозией
Таким образом, для повышение безопасности обслуживающего персонала, и уменьшение затрат на покупку нового насосного оборудования, необходимо изменить в конструкции насосного оборудования материал на более стойкий к агрессивной химической среде.
Согласно исследованиям в области материаловедения, самыми перспективными и эффективными материалами, как в экологическом плане, так и в экономическом, являются именно полимерные композиционные материалы, которые в последнее время приобрели наибольшее распространение благодаря своей привлекательности [6]. Иллюстрация данного факта представлена на рисунке 4.
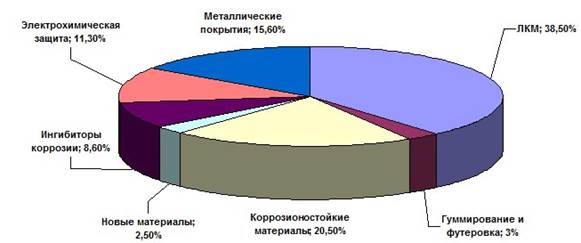
Рис. 4 Диаграмма методов защиты от коррозии
После проведения анализа использующихся веществ в процессе обезжиривания, очистки и грунтования был сделан вывод о том, что лучше всего, для модификации рабочего колеса [5], использовать стеклопластик, а для решения вопроса с коррозией и разрушением патрубка и корпуса насоса целесообразно использовать фторопласт [5], для нанесения химически стойкого покрытия, по следующим причинам:
1) особые физико-механические свойства (низкий коэффициент трения)
2) высокая степень химической стойкости к агрессивным средам, как показано в табл. 2
3) относительная дешевизна
4) широкий температурный диапазон эксплуатации [5].
Таблица 2
Параметры химической стойкости фторопласта и стеклопластика [7]
|
№ |
Наименование |
Максимальная концентрация для фторопласта , % |
Максимальная концентрация для стеклопластика, % |
|
1 |
Соляная кислота |
Не ограниченная концентрация |
Не ограниченная концентрация |
|
2 |
Серная кислота |
Не ограниченная концентрация |
75 |
|
3 |
Азотная кислота |
55 |
35 |
4 |
Смесь кислот: соляная и плавиковая |
25/6 и 36/1 |
25/6 и 36/1 |
|
5 |
Фосфорная кислота |
Не ограниченная концентрация |
Не ограниченная концентрация |
Для осуществления расчета на прочность модифицированного рабочего колеса, была применена объектно-ориентированная программа, созданная специально для проектирования, с последующим тестированием различных деталей узлов машин и механизмов, а именно − SolidWorks.
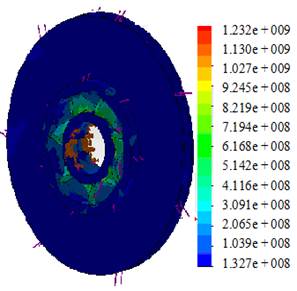
Решение осуществлялось с помощью математического метода конечных элементов.[3] Результат математического моделирования представлен рисунками 5 и 6.

Рис. 4 Деформация, возникающая при эксплуатации детали
Предел текучести 2,397е + 008
Рис. 5 Напряжения, возникающие при эксплуатации
Согласно моделированию напряжений, максимально возможные напряжения во время эксплуатации находятся (согласно шкале, на рисунке обозначаются зеленым цветом) в пределах нормы, т.е. при поднятии жидкости на высоту 7 м над уровнем детали, можно сделать вывод о том, что максимальные напряжения составят всего 123 Мпа, а предел текучести данной детали составляет 2.39е+008. Деформация составляет 0,016 мм, что согласно ГОСТ 16504-81 является допустимой нормой во время проведения испытаний и тестирования.
Благодаря применению композиционных материалов в элементах насоса Wilo модели PSV – 1512D в автоматизированном процессе обезжиривания, очистки и грунтования кузова автомобиля удалось существенно уменьшить вероятность возникновения простоя в работе предприятия, повысить экономию электроэнергии до 15-20%, улучшить ряд эксплуатационных показателей.
Библиографическая ссылка
Филиппова Е.Г., Шевцов А.А. ИССЛЕДОВАНИЕ АВТОМАТИЗИРОВАННОГО ПРОЦЕССА ОБЕЗЖИРИВАНИЯ, ОЧИСТКИ И ГРУНТОВАНИЯ КУЗОВА АВТОМОБИЛЕЙ С ПОСЛЕДУЮЩЕЙ МОДИФИКАЦИЕЙ НАСОСНОГО ОБОРУДОВАНИЯ // Международный студенческий научный вестник. – 2017. – № 5. ;URL: https://eduherald.ru/ru/article/view?id=17336 (дата обращения: 21.11.2024).