

Предложен вариант исполнения моментного двигателя с ленточной намоткой, отличающийся от существующих устройств типом активного элемента, в котором традиционная обмотка заменена на ленточную намотку [4]. Конструктивная схема моментного двигателя с ленточной намоткой показана на рисунке 1. Ротор двигателя представляет собой многополюсный постоянный магнит 1, соединенный с магнитопроводом 2 немагнитным диском 3. Статором двигателя является активный ленточный элемент 4, который помещается в зазор между полюсами магнита и магнитопроводом и представляет собой спирально намотанную ленту из электропроводящего материала. По боковым краям ленты имеются поперечные вырезы. Если к ленте подключить источник постоянного тока, то характер протекания тока определяется наличием в ленте боковых вырезов. Поперечные составляющие этого тока J0, взаимодействуя с полем постоянного магнита, вызывают появление сил F, создающих момент относительно оси вращения ротора моментного двигателя (рисунок 2).
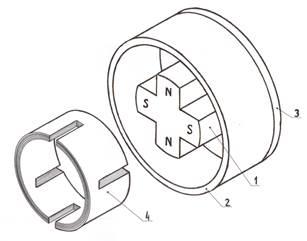
Рисунок 1 Основные элементы моментного двигателя с ленточной намоткой
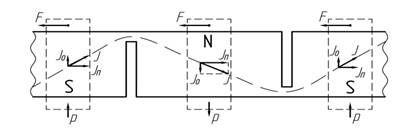
Рисунок 2 Фрагмент ленточного активного элемента
Ленточный активный элемент предлагается реализовать именно в моментном двигателе постоянного тока с ограниченным углом поворота ротор, так как при большой скорости вращения ротора двигателя в слоистой структуре ленточной намотки неизбежно будут наводиться вихревые токи, а у моментного двигателя, как известно, в рабочем режиме ротор либо неподвижен, либо вращается, но с малой скоростью [5]. Поскольку намотка является односекционной, момент будет действовать только в пределах одного полюсного деления двигателя.
Ленточная намотка является неподвижной и размещается на немагнитной гильзе, жестко соединенной с корпусом двигателя. Такой вариант обеспечит большую линейную нагрузку двигателя за счет протекания по намотке повышенного тока и хорошего отвода тепла на корпус двигателя. А это в свою очередь способствует повышению удельных характеристик двигателя, что является главным преимуществом ленточной намотки перед традиционными обмотками двигателей.
Основной задачей на данном этапе проведения исследований является разработка технологических приемов изготовления ленточной намотки моментного двигателя.
В качестве ленты для намотки предлагается использовать тонкостенную фольгу из электропроводящего материала, например, медную ленту [3] толщиной 0,1 мм и шириной 50 мм. Фольга в намотке должна быть изолирована как минимум с одной стороны. Требования к электрической изоляции минимальны, поскольку разность потенциалов между двумя соседними слоями намотки не превышает U/N, где U – напряжение источника питания, N – число слоев намотки. Желательно, чтобы изоляция обеспечивала монолитность намотки, предохраняя ее от разматывания. В качестве такой изоляции можно применить термореактивный пропиточный лак на основе модифицированных синтетических полимеров, например, алкидно-меламиновый лак МЛ-92 [2]. Помимо термореактивного покрытия пропиточным лаком, дополнительной изоляцией может являться и окисная пленка.
Материал гильзы, на которую производится намотка ленты, должен исключать магнитное тяжение и обладать хорошей теплопроводностью для отвода тепла от намотки непосредственно на корпус двигателя и последующего его рассеяния в окружающей среде.
Рассмотрим несколько приемов по созданию вырезов в ленточной намотке.
1. Электроискровой способ. Электроискровой способ резки металла [1] основан на действии искрового разряда, приводящего к быстрому росту температуры между режущим диском и заготовкой, вызывающему взрывообразное плавление, сгорание и испарение металла. Существенными недостатками электроискровой резки являются малая стойкость латунных дисков, значительный расход электроэнергии и относительно небольшая скорость резки, примерно равная скорости обычного фрезерования. Этот способ является экономически целесообразным для резки сплавов, обладающих повышенной твердостью, а также для осуществления резки по сложному контуру.
2. Штамповка. Холодная штамповка металла [1] осуществляется посредством координатного пробивного пресса – современного оборудования с числовым программным управлением (ЧПУ) и высокоточными позиционирующими механизмами. Пробивка металла как технология обладает несколькими важными преимуществами. Прежде всего, она позволяет обрабатывать металлический лист или изделие любой геометрии с точностью – до 0,05 мм. Пробивку вырезов при листовой штамповке осуществляют пуансоном и матрицей, конфигурация которых соответствует конфигурации выреза. Применение штамповки и электроискровой резки для выполнения вырезов осуществляется на ленте перед ее намоткой на гильзу.
3. Резка алмазным диском. В данном случае производится резка монолитной структуры, образованной после намотки на гильзу ленты с нанесенным термореактивным изоляционным покрытием и термического воздействия на полученную конструкцию. Алмазную резку осуществляют алмазные дисковые пилы, с сегментами, предназначенные для резки определенного материала [1]. Сегменты содержат синтетические алмазы в металлической обойме, которая представляет собой несущий элемент для алмазных включений. Образующиеся в ходе резки заусенцы по краям вырезов удаляются путем помещения намотки в ванну со специальным раствором, который разъедает заусенцы, но не повреждает нанесенное термореактивное покрытие.
4. Лазерный способ. При лазерной резке нагревание и разрушение участка материала осуществляется с помощью лазерного луча. В области воздействия лазерного луча металл нагревается до первой температуры разрушения – плавления. С дальнейшим поглощением излучения происходит расплавление металла, и фазовая граница плавления перемещается вглубь материала. В то же время энергетическое воздействие лазерного луча приводит к дальнейшему увеличению температуры, достигающей второй температуры разрушения – кипения, при которой металл начинает активно испаряться. Таким образом, возможны два механизма лазерной резки – плавлением и испарением [1].
Сфокусированное лазерное излучение позволяет разрезать почти любые материалы независимо от их теплофизических свойств. При этом можно получать качественные и узкие резы (шириной 0,1–1 мм) со сравнительной небольшой зоной термического влияния. При лазерной резке возникают минимальные деформации, как временные в процессе обработки заготовки, так и остаточные после ее полного остывания. В результате возможна резка с высокой степенью точности, в том числе нежестких и легкодеформируемых изделий.
На рисунке 3 приведена возможная схема выполнения вырезов в ленте с помощью лазерной резки. В качестве лазерной установки может быть применена лазерная система, аналогичная используемой в станке для лазерной резки металла CS035F 200X [6]. Подобная лазерная система подходит для резки нержавеющей стали, простой углеродистой стали, алюминиевых панелей, медной фольги и других тонких листов. Мощность лазера составляет 200 Вт.
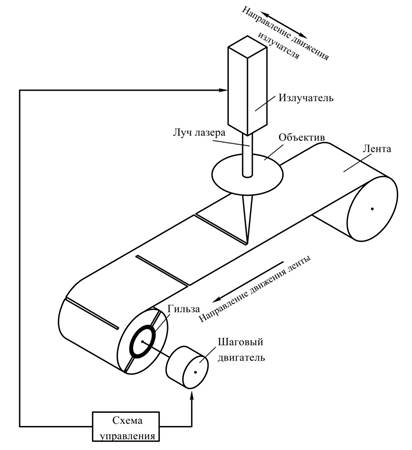
Рисунок 3 Схема выполнения вырезов в ленте с помощью лазерной резки
В результате выполнения анализа рассмотренных выше приемов по созданию вырезов в ленточной намотке сделан вывод о том, что наиболее перспективным приемом является изготовление ленточной намотки с использованием лазерной резки. Дальнейшая задача, стоящая при разработке технологических процессов по изготовлению ленточной намотки заключается в разработке конкретной схемы лазерной резки, подборе соответствующего оборудования и его дооснащения.
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 14-08-31068 мол_а
Библиографическая ссылка
Иванова А.Г., Самодуров И.Н. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОЙ НАМОТКИ МОМЕНТНОГО ДВИГАТЕЛЯ // Международный студенческий научный вестник. – 2015. – № 1. ;URL: https://eduherald.ru/ru/article/view?id=11964 (дата обращения: 02.01.2025).