

Исследуем проблему появления брака при выпуске деталей. С учетом того, что потери от брака одной детали с каждого станка примерно одинаковы, то в качестве единицы измерения возьмем число дефектных деталей каждого станка. Запишем данные в табл. 1.
По полученным данным составим табл. 2, для проверки данных.
Результаты расчетов для наглядности отобразим на диаграмме.
Таблица 1
|
№ станка |
1 |
2 |
3 |
4 |
5 |
6 |
|
Число дефектных деталей |
5 |
2 |
7 |
4 |
9 |
8 |
Таблица 2
|
Номер детали |
Число дефективных деталей |
Накопительная сумма деталей |
Процент деталей |
Накопительный процент |
|
1 |
5 |
5 |
14,2857 |
14,2857 |
|
2 |
2 |
7 |
5,7142 |
20 |
|
3 |
7 |
14 |
20 |
40 |
|
4 |
4 |
18 |
11,4285 |
51,4285 |
|
5 |
9 |
27 |
25,7142 |
77,1428 |
|
6 |
8 |
35 |
22,8571 |
100 |
|
Итого |
35 |
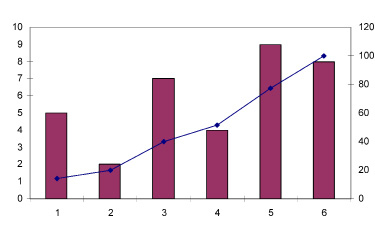
Рассмотрев диаграмму, получаем вывод о том, что на станках под номерами 3, 5 и 6 больше всего дефектных деталей, и они требуют замены.