

Трубопроводная запорная арматура является одним из основных технических устройств, формирующих качественное ведение технологических процессов, а так же безопасность установок и систем нефтеперерабатывающих производств.
Практика эксплуатации и анализ причин аварийных ситуаций, имевших место на объектах нефтехимической промышленности, свидетельствуют, что количество событий, связанных с неисправностью арматуры, составляет около 35 % от общего числа. Это обусловливает необходимость повышения качества продукции отечественного машиностроения, т. е. трубопроводная арматура по качеству должна соответствовать уровню мировых стандартов, что обеспечит безопасность ее эксплуатации и повышение удовлетворенности потребителей, ее использующих.
Из этого следует необходимость выявлять дефекты на стадии изготовления, что позволит удовлетворить требованиям современной идеологии качества, которая заключается в том, что ориентировать контрольные операции необходимо не на завершающие стадии процесса создания продукции, а на процесс более низкого уровня, т. е. на режимы, условия и другие составляющие технологических процессов. Такой подход позволит предотвратить дефекты, возникающие в трубопроводной арматуре (шиберных задвижках), на стадии производства. Действия по контролю на более низком уровне позволяют сократить время поиска корректирующих решений и повысить их достоверность.
В настоящее время существует проблема недостаточной изученности способов применения маркетинговых методов оценки удовлетворенности потребителей при производстве запорной арматуры, а также изучение факторов, оказывающих влияние на ее производство. В стандартах СМК методы проведения оценки удовлетворенности потребителей не регламентируются, и каждое предприятие, внедрившее такие системы, сталкивается с проблемой выбора механизма и методик для данной оценки.
Исследование удовлетворенности потребителей запорной арматуры (шиберных задвижек) в условиях небольшого и постоянного их числа, а также изучение факторов, оказывающих влияние на ее производство, представляет как научный, так и практический интерес и является актуальной темой [3].
Анализ удовлетворенности потребителей проводился на примере ООО НПО «Нефтегаздеталь», г. Воронеж.
Спецификой работы предприятия является почти постоянное и неизменное число потребителей в результате чего суммарный анализ удовлетворенности находится практически на одном уровне. Оценка удовлетворенности превышает уровень в 80 %, что подразумевает под собой отсутствие необходимости в корректирующих действиях, однако на предприятие приходят письма-рекламации от потребителей, значит, существующая анкета не позволяет оценить истинный уровень удовлетворенности потребителей и нуждается в доработке.
Проведенный опрос выявил, что из всей номенклатуры производимых единичных изделий предприятия-потребители наименее удовлетворены качеством шиберных задвижек (рис. 1) [1].
Существующая на предприятии система оценки уровня удовлетворенности по пятибалльной шкале не отражала истинного уровня удовлетворенности потребителей производимой продукцией.
После проведенного анализа, с учетом рекламаций от потребителей, было принято решение о разработке нового вида анкет, включающих в себя оценку с использованием метода профилей измерения качества объектов и анализ этих анкет в системе «Важность/Удовлетворенность» с применением трехбалльной системы оценки (для принятия управленческих решений не важно, «не удовлетворен» потребитель или «очень не удовлетворен»): «восторг» – 2 балла; «удовлетворен» – 1 балл; «не удовлетворен» – 0 баллов.
С учетом ранее полученных данных разработка нового вида анкеты велась по схеме (рис. 2).
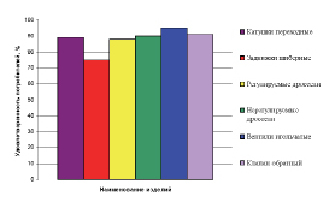
Рис. 1. Величина удовлетворенности потребителей производимой продукцией на ООО НПО «Нефтегаздеталь»
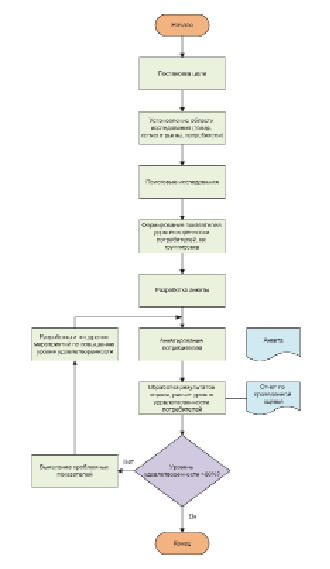
Рис. 2. Алгоритм управления уровнем удовлетворенности потребителей запорной арматурой
Общий уровень удовлетворенности потребителей, рассчитанный по новой методике, составил 63 %, что меньше 80 %, и в целом подразумевает необходимость разработки корректирующих и предупреждающих действий, направленных на устранение причин несоответствия и повышение качества производимой продукции.
В процессе проведения оценки уровня удовлетворенности по трехбалльной шкале в новой анкете были получены результаты, отличающиеся от оценки, полученной в результате обработки анкет с пятибалльной шкалой, ввиду чего можно сделать вывод о том, что большой разброс балльности шкалы при постоянном числе потребителей дает систематическую погрешность, которая отражается в высоком расчетном уровне удовлетворенности, что не соответствует реальному качеству производимой продукции [2].
Рекламации, полученные от потребителей, нуждаются в детальном рассмотрении для поиска путей повышения качества производимой продукции. Среди основных видов претензий, предъявляемых предприятиями-потребителями к шиберным задвижкам, были выявлены следующие группы (рис. 3).
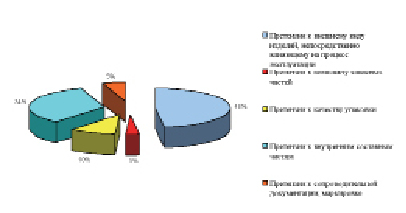
Рис. 3. Основные виды претензий, предъявляемые предприятиями-потребителями к шиберным задвижкам
Анализ диаграммы Парето позволил сделать выводы о том, что наиболее существенными видами дефектов шиберных задвижек являются течи при эксплуатации по соединению «шибер-седло», наличие и размер пор на необрабатываемой поверхности, дефекты антикоррозионного покрытия и течи по уплотнительным пакетам, которые вызывают наибольшее количество несоответствующей продукции.
Анализ диаграммы Исикавы позволил выявить одну из главных причин, влияющую на герметичность по соединению «шибер-седло» – правильность сборки шиберной задвижки в месте соединения крышки с корпусом задвижки. Пропуск среды через соединение корпуса с крышкой задвижки является одним из наиболее часто встречающихся дефектов и ведет к потере герметичности. Соединения крышки и корпуса шиберной задвижки с помощью шпилек – наиболее широко применяемое соединение и используется в подавляющем большинстве промышленных задвижек. При таком соединении контролируемыми параметрами при сборке являются величина остаточного зазора между корпусом и крышкой, момент затяжки гаек и разность между наибольшей и наименьшей величиной зазора по всему периметру задвижки – так называемый «перекос» [4].
Необходимость контролирования именно этих параметров обусловлена их непосредственным влиянием на работу шиберной задвижки – при величине «перекоса» больше заданной, создается избыточное точечное давление на шток, что препятствует полноценному открытию и закрытию задвижки в процессе использования.
Проведенный регрессионный анализ позволил выявить, что величина «перекоса», получаемого в процессе сборки задвижки, уменьшается с увеличением момента затяжки гаек между крышкой и корпусом и уменьшением величины остаточного зазора.
В результате проведенных исследований была построена математическая модель, адекватно описывающая процесс получения герметичного соединения между крышкой и корпусом шиберной задвижки. Данная модель может быть использована для определения рационального соотношения между величиной зазора крышки и корпуса шиберной задвижки и величиной момента затяжки гаек.
Полученные данные были использованы при метрологическом контроле нормативной документации в Отделе главного конструктора. Информация была включена в технические условия на шиберные задвижки, отражена в сборочном и монтажном чертежах. В маршрутный паспорт была внесена графа для контроля разности зазора крышки и корпуса, заполняемая контролером участка сборки и испытаний на каждую единицу изделия.
Результаты исследований позволили создать методику оценки уровня удовлетворенности потребителей на основе трехбалльной шкалы Лайкерта и анализа профилей качества в системе «Важность/Удовлетворенность».
Библиографическая ссылка
Крыгина Е.Г., Клейменова Н.Л., Орловцева О.А., Шехватова Ю.А. ОСНОВНЫЕ ЭТАПЫ РАЗРАБОТКИ МЕТОДИКИ ОЦЕНКИ УРОВНЯ УДОВЛЕТВОРЕННОСТИ ПОТРЕБИТЕЛЕЙ ПРИ ПРОИЗВОДСТВЕ ЗАПОРНОЙ АРМАТУРЫ // Международный студенческий научный вестник. – 2018. – № 3-4. ;URL: https://eduherald.ru/ru/article/view?id=18390 (дата обращения: 26.04.2024).