

Опыт эксплуатации автомобильной техники (АТ) показывает, что успех в достижении поставленной цели зависит как от уровня подготовки водительского состава и технического персонала, так и от оснащенности современными образцами автомобильной и специальной техники.
АТ является основным средством технического обеспечения подвижности внутренних войск МВД России, подвижных наземных объектов вооружения и специальной техники, поэтому используется во всех частях и соединениях внутренних войск и других силовых структур.
Получение, как боевых повреждений, так и эксплуатационных неисправностей, не повлекших потери работоспособности АТ в целом, может оказать существенное влияние на выполнение войсками возложенных на них задач. Это тем более усугубляется, если движение происходит в колонне, где сложившаяся обстановка вследствие наступления отказа производит не только снижение подвижности колонны, но и делает ее более уязвимой для противника.
Наряду с высокой вероятностью возникновения боевых повреждений АТ, влияющей на подвижность и безопасность ее эксплуатации следует учитывать и сами условия эксплуатации вне воздействия противника, к которым можно отнести движение по колонным путям и пересеченной местности в условиях бездорожья, преодоление водных преград, уклонов, недостаточный опыт эксплуатации техники военными водителями и многое другое, вызывающее возникновение эксплуатационных неисправностей.
Эксплуатационные неисправности АТ, снижающие коэффициент технической готовности (КТГ), проявляются, в том числе, в виде неисправностей двигателя из-за отказов его систем и механизмов вследствие внешних воздействий естественного порядка. У двигателей АТ на систему питания приходится 17 % от общего числа отказов. Трудоемкость их устранения составляет 10 % общей трудоемкости. По формам проявления отказы системы питания распределяются следующим образом. Из-за нарушения стабильности процессов и регулировок – 51 %; из-за искажения геометрической формы деталей – 1 %; из-за роста зазора в сопряжениях сверх допустимых размеров – 19 %; из-за старения, коррозии – 18 %; из-за разрушения деталей – 11 % и др [1].
Ввиду того, что невозможно устранение неисправности прецизионной пары в полевых условиях, при выполнении отдельных задач, необходимо определить направление для решения научной задачи по увеличению надежности прецизионной пары с учетом ее гидравлической плотности.
Параметры работы топливной аппаратуры высокого давления (ТАВД) и, особенно ее надежность и долговечность, определяются состоянием прецизионных поверхностей ее важнейших узлов. Известно, что определяющее влияние на долговечность и надежность работы прецизионных элементов, а также их плотность, оказывают износ и упругие деформации [2, 3]. В среднем от 25 до 30 % выхода из строя ТАВД приходится на износ и зависание прецизионных пар [4]. Вызвано это деформациями деталей. Прецизионные детали изготавливаются с высокой точностью и незначительной шероховатостью поверхностей. Допускается зазор от 1,5 до 3 мкм. Все технологические мероприятия направлены на его уменьшение, т.к. это приведет к уменьшению утечек и повышению гидравлической плотности пар. Однако при работе топливной аппаратуры под воздействием давления они деформируются. В результате совместных деформаций зазор в паре возрастает в 2-4 раза, достигая в некоторых случаях от 15 до 17 мкм, что приводит к увеличению утечек, снижению давления впрыска, ухудшению экономических показателей и пусковых качеств дизеля. Увеличение зазора позволяет проникать в него загрязнениям, что увеличивается абразивный износ прецизионных элементов.
С целью устранения этих недостатков, повышения гидравлической плотности, снижения утечек, технологические мероприятия направлены на уменьшение зазора, обеспечение правильной геометрической формы. Диаметральный зазор в парах при строгом соблюдении правильности геометрической формы может быть уменьшен до 0,3-0,8 мкм и контролируется на стендах, где практически отсутствуют монтажные усилия, а давление составляет всего от 10 до 20 % от максимального давления впрыска. Однако, как показали испытания [2], работоспособность таких пар в 2-4 раза ниже, чем у пар с зазором от 3 до 5 мкм. Такое резкое снижение работоспособности объясняется тем, что при проектировании не учитываются деформации пары при ее монтаже и работе. Статические деформационные изменения в элементах возникают при сборке аппаратуры, а динамические – при ее работе.
Деформации элементов в значительной степени определяют их плотность, а значит, показатели работы аппаратуры и должны учитываться при ее проектировании. В местах, где деформации деталей внутри зазора превышают его технологический размер, возникает местный контакт деталей, разрушается смазывающий слой и на перемещающихся поверхностях возникает граничное трение. Следствием такого контакта являются местные натиры, подтверждающие волновой характер изменения поверхностей прецизионных элементов.
Возникновение местных износов приводит к потере гидравлической плотности, способствует ускоренному износу и зависанию деталей.
Таким образом, видно, что деформация прецизионных поверхностей элементов оказывает существенное влияние не только на их плотность, но на работоспособность и надежность. Добиться высоких стабильных гидравлических показателей элементов, а также повышения срока службы можно только при сочетании высоких технологических требований и конструкторских мероприятий, основанных на точном учете деформаций и эксплуатационных нагрузок.
Деформации прецизионных элементов являются их органическим свойством. Установлено что деформация прямо пропорциональна монтажному усилию по месту его приложения и относительной жесткостью деталей [5].
Результаты исследований влияния на значения монтажных деформаций втулки плунжера различных способов ее уплотнения показали существенные влияния расположения уплотняющей поверхности на форму и величину искривления прецизионной поверхности. Считается, что наиболее целесообразным способом предварительного нагружения является способ, обеспечивающий предварительную положительную деформацию, которая при работе насоса будет увеличиваться давлением топлива.
На наш взгляд место приложения монтажного усилия и выбор его величины должны обеспечить золотниковой части отрицательную деформацию несколько меньшую радиального зазора. Это обеспечит перемещение плунжера без задира. Под воздействием давления топлива возникающая деформация будет компенсировать монтажную деформацию и обеспечит хорошую смазку деталей, а также высокую стабильность плотности пары по отношению к исходной.
Однако границы этих участков различны для плунжерных втулок разных насосов, поэтому результаты работы не могут быть распространены на втулки всех типов ТАВД. Изменение формы прецизионной поверхности носит периодический характер, с затуханием амплитуды деформации к нижнему торцу втулки.
Для насосных элементов рекомендуется применять подвесную плунжерную втулку, представленную на рисунке 1, с опорным фланцем на верхнем торце. Схема контактно-гидродинамического процесса в их зазорах представлена в виде, показанном на рис. 2.
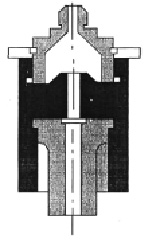
Рис. 1. Конструкция подвесной плунжерной втулки
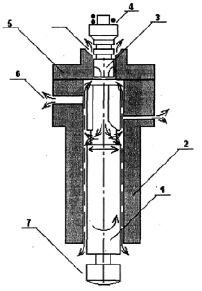
Рис. 2. Схема контактно-гидродинамического процесса в плунжерной паре: 1 – плунжер; 2 – гильза; 3 – нагнетательный клапан; 4 – пружина клапана; 5 – корпус клапана; 6 – утечки из отсечного отверстия
Выполненный анализ свидетельствует о необходимости поиска дальнейших научно-технических решений, которые позволят улучшить показатели топливоподачи плунжерной пары, и как следствие обеспечат улучшение мощностных и экономических характеристик АТ.
Библиографическая ссылка
Шайдаев Д.Б., Свиридов Е.В. К ВОПРОСУ ВЛИЯНИЯ СОСТОЯНИЯ ПРЕЦИЗИОННЫХ ПОВЕРХНОСТЕЙ ТОПЛИВНОЙ АППАРАТУРЫ ДВИГАТЕЛЕЙ АВТОМОБИЛЬНОЙ ТЕХНИКИ НА ЕЕ НАДЕЖНОСТЬ // Международный студенческий научный вестник. – 2016. – № 3-2. ;URL: https://eduherald.ru/ru/article/view?id=14870 (дата обращения: 19.04.2024).